INTRODUCTION
As Full Well Stream (FWS) comes out of the well, it will first be separated into three phases, i.e., gas, oil and water for further processing and treatments. For crude oil/condensate, the most volatile components of FWS will be separated and stabilized to achieve the desired Reid Vapor Pressure (RVP) or True Vapor Pressure (TVP) for the ease of downstream processing, transportation and storage via shipping, barge, truck and tanker.

Figure 1: Oil and Gas Production Schematics
The typical oil-and-gas production schematic diagram is illustrated in Figure 1. The crude oil/condensate can be primarily obtained from the oil outlet of separator but it can also be obtained from the glycol dehydration stage. However, there are some industrial hurdles associated with the condensate production:
- Low recovery of intermediate (C3-C5) and heavy hydrocarbons (C6+)
- Presence of acidic and corrosive constituents, e.g., CO2 and H2S
- High vaporization loss of condensate
Therefore, it is essential to ensure light hydrocarbons are efficiently removed from the condensate hydrocarbons. By reducing the pressure to flash out the light hydrocarbons or by means of combined heating and pressure reduction, the vapor-pressure constraint can be met.
DESCRIPTION
Apart from the abovementioned problems, one should also take note of the condensate stabilizer’s internal stage or tray design especially during the production turndown event. These issues could be flooding, weeping/dumping or liquid loading at each stage/tray.
Therefore, the design of the condensate stabilizer (i.e., process conditions and stage behaviors) should be optimized to meet the trade-off between the desired specifications and the application cost. The design specifications to be considered are exemplified as follows:
- RVP (usually between 9 and 12 psia)
- Minimum tray efficiency
- Maximum reboiler duty
- Maximum side exchanger duty (if applicable)
- Maximum pressure-drop allowed, of the entire column
- Maximum condensate temperature
- Minimum allowable H2S and CO2 content
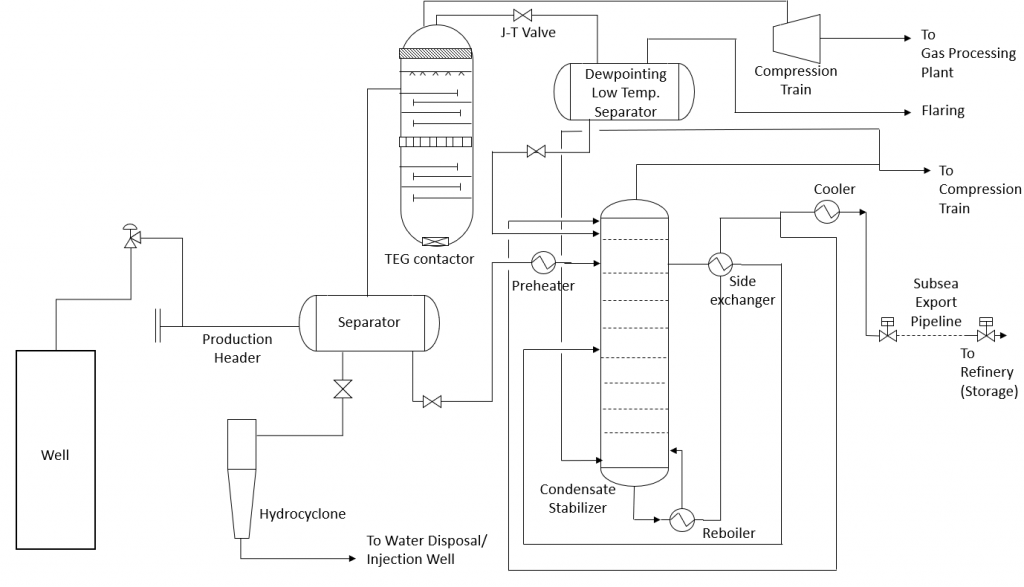
Figure 2: Condensate Stabilizer with the Preheater + Recycled gas and liquid streams + Side-draw stream
The conceptual idea of the optimized design of condensate stabilizer is depicted in Figure 2.
The study shows that the design of the condensate stabilizer can be optimized in such a way:
- Both vapor and condensate/liquid streams can be recycled back to the column. This is to help overcome the turndown issues of potential overrun of vapor. The highlight of this method is to increase the tray efficiency above 60% and to reduce the H2S content in crude/condensate by 20-80%.
- Additional side-draw stream from the column could reduce the maximum reboiler duty by 50%, and thereby reducing the operational cost of the reboiler. This purpose can be attained by partial draw-off from the column via the side-draw stage, instead of total draw-off which may oversize the side exchanger to cater for higher flowrate.
- Crude heating prior stabilization (e.g., preheater) helps to improve the separation between light hydrocarbons and heavy hydrocarbons by introducing sufficient energy for molecular disengagement and hence reduce reboiler duty. In fact, it also helps to adjust the pressure of the incoming feed to the column in order to achieve the desired RVP more easily.
In general, the fundamental optimization work on the process conditions (e.g., temperature, pressure and flowrate) and the stage behaviors (e.g., number of stage, feed stage, side-draw stage and recycled/return stage) for the design of condensate stabilizer is completed in liaise with the potential operational impact to the downstream equipment or system such as cooler, subsea export pipeline, storage tank and compressors.
KEY FEATURES
- Efficient separation and condensate stabilization
- Cost effective
- Reduced H2S content in crude/condensate